
- · 眉山81B40合金钢研磨棒价钱
- · 河南洛阳涧西2小时快速通车料<实力兼具>
- · 160x90x5方管 松原高强度方管 诸暨q355b方管
- · GSNB+B-10Q/ZC1 带电显示器安装尺寸
- · 2024欢迎访问##咸宁PMC-431三相数字式测控电表##股份集团-光波网
- · 湖北孝感孝昌C60灌浆料——厂家报价
- · 54SiCrV6新入库54SiCrV6薄板厚度54SiCrV6常年备货
- · 125x125 Q235B无缝矩形管厂家 巴中直角方矩管厂
- · dts-p5防水卷材不透水仪
- · 2025年##驻马店Q355B无缝方管 180*320*14无缝方矩管报价
- · 洛宁档案馆手电动密集架打造2025直+达+全+境
轧三邯郸材质Q355B方管无缝方管250x200x10方管
轧三邯郸材质Q

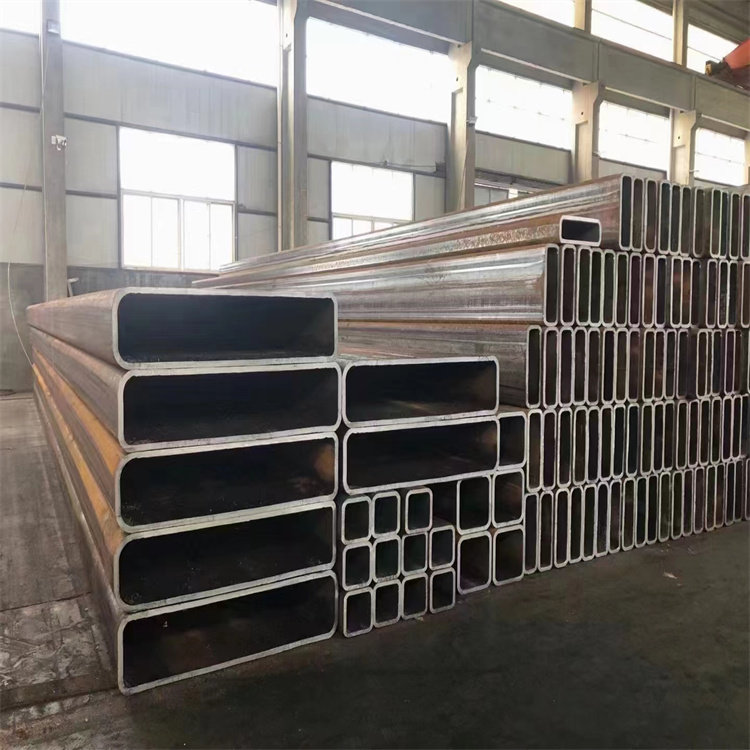


山东轧三特钢有限公司专业生产销大口径方管、16Mn厚壁方管、Q345B方管、镀锌方管生产厂家、镀锌方管厂、热镀锌方管生产厂家、大口径方管生产厂家、大邱庄方管生产厂家、Q345B方管、方矩管、方管价格、无缝 方管、大口径方管、焊接方管、镀锌方管、矩形管厂家、16Mn方管、方管生产厂家管、,q235b方管、q345b矩 20-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管。 TM A500 标准要求。新增设分厂,生产和销镀锌带方管、圆管;温室大棚 管;自行车管等;年生产能力10万吨。 产品广泛用于水暖用管、大棚用管、穿线管、家具用管、自行车管、体育器材等,产品凭借可靠的质量、精外观,深受广大新老客户的青睐。
轧三 0方管提高烧结机合年箆条和隔热垫的质量,减少日常更换烧结机台车次数,提高设备运行率。加强设备点检。使用设备在线点检系统,对重点设备使用在线测温点检,及时发现设备隐患,减少无计划停机。调整稳定烧结负圧操作2013年宣钢人烧进口粉配比在35%左右,其中1-4月人烧进l1粉配比基本保持40%,从5月始入烧进l1粉配比逐步由40%降低到32%。从2014年2月份起,进口粉配比逐步上调,至2014年末提高到48%.目前入烧进口粉配比已达到58%。
神户钢铁公司自从1978年把MIDREX气基直接还原炼铁装置引入卡塔尔炼铁厂以来,在世界各地逐渐建设起了许多直接还原炼铁装置。此间,神户钢铁公司一直在与MIDREX公司共同进行着该领域的技术发,其结果是,对强化工程技术的竞争力出了很大贡献,取得了一系列成果,即实现了竖炉的大型化、余热设备的强化、天然气重整用催化剂的改良、热压成型块等等。直接还原炼铁装置不需要象高炉那样大规模的设备投资,也不需要焦炭,在以出产天然气的发展家为中心,作为炼铁的铁源设施而发展起来了。
公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品发,满足用户的不同需求。......
轧三邯郸材质Q355B方管无缝方管250x200x10方管马氏体相变的强化在不锈钢中具有硬度的SUS44(2(13Cr-IC)(64-7[1V)属于马氏体系不锈钢,马氏体组织的结构非常微细,而且在其内部存在高密度的位错,若使碳过饱和固溶还能提高强度。另方面,经过 的回火可以得到碳化物等析出物弥散细微分布的组织。马氏体系不锈钢用固溶碳量和加火可以调整其强度。,SUS42J2(13Cr-O.3C)从i~C的高温奥氏体区急冷时,发生固溶.3%C的马氏体相变,再经回火热就会使碳化物等析出物呈微细弥散分布。
PVC—U材质为多组分,它的熔体流动性差、粘度大、工艺复杂;要满足制品的性能,不同的模具结构要选用不同的体系。笔者主要对PVC—U管件注塑模具的浇注系统进行优化。因为浇注系统看似简单却是一副模具 关键的组成部分。可以这样说,模架是模具的基本结构;型腔是成型制品几何尺寸的主要部件;浇注系统是塑料熔体流向型腔的主要通道。所以浇注系统决定着制品的内在性能及表观质量。PVC—U管件注塑模具浇注系统的优化(除外)是提高PVC—U管件制品性能的一条重要途径。注系统的几种常用形式¨一般的模具设计主要根据制品的结构来确定,浇注系统的设计也是根据注塑模具的结构进行简单设计,这在设计、上可节约成本。应用于PVC—U管件系列制品的浇注系统可归纳为3种。普遍应用于管箍类制品的中心支架浇口类(轮辐式浇口)。普遍应用于11mm以上的9O。弯头、三通等直接进料浇口类(无分流道),如图1b所示。普遍应用于9O。弯头、45。弯头侧进料浇口类,几种PVC.jam过程中常出现的缺陷注射缺陷,不单指外观的缺陷,还包括物理力学性能的问题,这里主要归纳实际生产中应用上述3种浇注系统成型制品时不易解决的各类缺陷。1浇口部位表面质量PVC—U的熔体粘度较大,不易流动,因而,使用图1中a类浇注系统成型的制品浇口流动冲击现象严重,应力常集中在浇口部位致使制品强度较差,并且易产生注射斑纹。使用b类浇注系统成型的制品除具有a类浇注系统制品的缺陷外,同时由于注射过程产生强大的注射力,芯柱呈简支梁状态,顶端受力过大,芯柱存在变形,制品的壁厚尺寸不均,过厚的地方存在气孑L,再加上薄的地方,致使强度不足,影响整个制品的质量。